

The Powder Coater Toolbox
October 22, 2013The Architecture of Resilience: Decoding and Using AAMA 2603, 2604, and 2605
April 15, 2024As business owners and managers, we are so focused on the big picture when it comes to running our business or department that it is easy to overlook the small details that can separate us from our competitors. Whether you are trying to find new talent to help you take on the new account you’re developing or troubleshooting a coating issue with a supplier, there are only so many hours in the day to stop and take stock of how things are running in your shop.
In this article, I want to step back from the technical and exhaustive exploration of topics and instead remind you of four disciplines that can have a beneficial impact on your custom coating shop by increasing your ability to serve your customers and prevent big problems down the road.
Your hands are not as clean as you think they are
I was visiting another custom coater the other day and observed one of the workers grab a part that had been cleaned with his bare hand. I inquired where the part landed in the process and was told that it was being racked for coating. This is one of those simple things that can have a serious impact on your quality down the road. Even worse still, another worker took a white rag and handled the other end of the part. There is no doubt that fuzz would be visible through the coating on that frame once it was cured, requiring a step backwards in the process and a lost revenue opportunity.

Regardless of how clean one’s hands are, the natural oils on your hands can leave a fine film on the part that will create a barrier between the coating and the substrate. This results in premature coating failure if the part is put into service in an environment that will expose it to moisture, heat, temperature change, and/or human contact.
Make it easy for your employees to access the gloves required to handle clean parts prior to coating. In my shop, we have box holders throughout that hold nitrile gloves. The cost of one box of gloves is far less than the rework caused by coating failure in the field. It may take time to change the behavior in your employees, but you can’t afford not to.
You’re grounded!
When it comes to powder coating, it is a very good thing to be grounded. There are inexpensive tools available that provide a simple go/no-go that require five minutes of training to have a capable operator. Build into your process the requirement to check the parts for ground before moving them into your coating booth. In the case of a conveyor system, ensure that you do a regular check of the system and spot checks of product as you hang parts on the line.
The consequences of grounding are many, ranging from wasted powder and defects in the job to more serious issues such as shocking your coater and potential explosions in your booth. There are myriad factors that can lead to the last situation, but if you can cut out this likelihood by ensuring your equipment and work product are grounded, why wouldn’t you?
Directly related to proper grounding, the reuse of hooks is a leading cause of grounding failure. Instead of trying to get multiple uses out of hooks before stripping or tossing them, purchase enough hooks so that you can establish a rotation in your plant. The cost of hooks is far less than the rework caused by stretching multiple uses from one.
Recordkeeping
An ounce of prevention is worth a pound of cure. When it comes to keeping records, I cannot stress enough the value of three data points: powder batch number, pictures of orders, and oven temperature data.
I can recommend from personal experience that tracking powder batch information on the jobs you run is vitally important. In our second year of business, we had a coating failure that occurred during assembly at our customer’s plant. To make a long story short, there was a delamination issue that was tracked back to an error in the formulation of the powder. Had we not recorded the batch of the powder that was used, we would have been on the hook for the $30,000 bill from our customer. Fortunately, our supplier acknowledged the failure and accepted the claim.
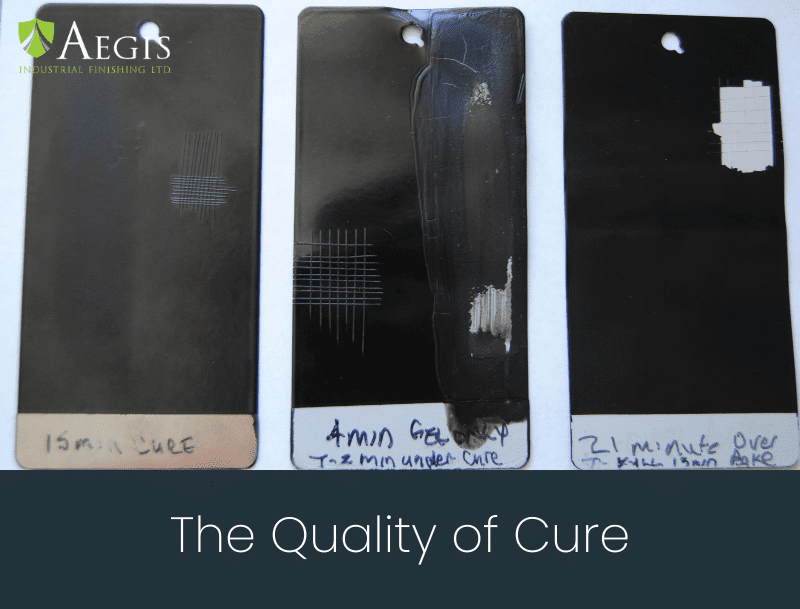
This reimbursement was made easier by the fact that we had recorded the oven temperature when we ran the order, and had used a thermal profiling data logger to measure the rate of cure for the job in question. With this data in hand, we were able to verify the exact steps that we followed to ensure cure and prove that we had complied with the manufacturer’s cure requirements.
Finally, we photograph every order that comes into our shop when it arrives. This not only gives our employees who may not read well a clear understanding of what they are processing, but also makes it easier to point out key instructions such as where to mask and hang. When jobs are completed, we photograph the packaging to verify that we did everything on our end to ensure that it left our shop safely. Once it is on the truck it is out of our control, but we can prove that up to that point it was well taken care of.
Time tracking
While a bit more labor intensive and demanding on the back end, time tracking is an invaluable tool when coupled with costing. When we began tracking in our shop we attempted to track every step possible, but found it turned our employees into professional record keepers. To balance out the logging with production, we opted to track billable time for our surface preparation, coating, and curing. If we have an order that has a disproportionate amount of masking or packing requirements, we would track this as well. However, we typically only track the time for those main work centers.
If done consistently, you will quickly gain a sense of which customers and markets you should be focusing your selling energy on. You may be surprised when you find out that the high-maintenance customers that demand your time on the phone, in person, and in production are not generating as much profit as you would expect given the time they consume.
One at a time
Recall for a minute all the tasks you have before you. While simple, these four disciplines will require consistent effort over time to provide you with beneficial change. Some of them may already be in place in your business, but you should still review them to see if you are getting the intended benefit. I encourage you to pick one that you are comfortable moving forward with, seek the help of your peers to define your plan for implementing, and go for it. As always, if you have any questions or further thoughts, I am happy to field your questions on how we made these basics a core part of our business.PC
Editor’s note
For further reading, visit <I>Powder Coating<P> magazine’s website at www.pcoating.com and search the Article Archive by keyword, subject, organization, author, or issue date. All articles listed in the archive are available for free download to registered users.
Chris McKinnon owns Aegis Industrial Finishing Ltd. with his father in Surrey, BC. As a third generation metal finisher (his grandfather started a plating company in 1948, and his father has worked in powder coating for more than 20 years), he is actively developing new markets for powder coating and providing those who will listen a greater appreciation for powder coating. He has an MA in Business Leadership, holds his NACE CIP Level 3 (#31504), and is a member of PCI’s Custom Coater Steering Committee. His company is focused on providing powder coating and abrasive blasting to the local market and specializes in process-driven quality for pieces up to 38 feet by 9.5 feet by 10 feet and 7,000 pounds. If you would like to contact Chris, he can be reached at [email protected].


{kind=link}
{kind=link}