

The Quality of The Cure
November 22, 2012Back to Powder Coating Basics
November 22, 2017As custom coaters we often do not have the added support of a QC department let alone a dedicated team member. In this article I will identify tools that I value having around our shop, and highlight some of their uses as well as applicable standards that may provide further instruction to their use. In all of these things keep in mind that your suppliers have specific and intimate understanding about the tools they sell you – be sure to get their help.
A word on calibration vs. verification
During my training for my CIP designation from NACE, the instructors hammered in to us that our quality assurance tools cannot be calibrated in the field, you can only verify the calibration. The process of calibrating can only be performed in a lab using a known control by which it is measured against. The process of verification can be done in the field (your shop) with a known test sample. This simply means that you are verifying the accuracy of the calibrated tool. Some of the tools in this article can (and should) be calibrated by the manufacturer at regular intervals.
A note on chemical pretreatment
I do not run tanks or a spray system at our plant and therefor will only offer the following advice on this subject: Talk to your supplier. Ask them for an audit of your system and direction on how to get it operating correctly.
Must have powder coating tools and supplies
Dry Film Thickness Gauge
In order for coatings to effectively provide a protective layer over a substrate and produce a uniform appearance, the ability to measure the thickness is key. Whether used as a training aid when developing new coaters in your shop or as a verification tool as per a customer’s contract this is essential. When no method for measuring coating thickness is provided, a good default standard is provided by The Society for Protective Coatings (SSPC). SSPC-PA 2: Procedure for determining conformance to dry coating thickness requirements gives direction on how to conduct and interpret the testing results. This is a tool that will require manufacturer calibration.
Ground Tester
Having the substrate that you intend to coat grounded is fundamental to achieving a smooth and consistent coat. This also contributes to maximum transfer efficiency of the powder from the gun on to the part and eliminates the occurrence of sparking which could cause ignition in the spray booth. A ground tester provides a visual indication that the part you have racked for coating has sufficient ground through a visual or audible indicator.
Pyrometer / Digital IR Gun
If the substrate that you are coating consists of varying mass, then this is a necessary tool for your employees to be familiar with. It can be used to verify the temperature of the substrate prior to applying a heavy build (too hot and you may risk sagging, too cold and you may not get appropriate film build) or to make sure that the product is at an acceptable temperature before removing it from your oven. A word of caution – purchase a unit from a reputable supplier. Local hardware stores carry these units but they will likely provide inaccurate results. If you have an oven data logger you can verify your IR gun against one of the thermocouple probes.
Digital Camera
While almost everyone has a camera on their smartphone, I would still recommend purchasing a camera that can take high quality close up shots. This comes in handy when identifying and recording surface defects on a finished product, or capturing potential defects prior to coating. In our company we photograph every job as it comes in the door, and take even more photos of potential problem areas. When you are able to have a conversation with a customer over the phone while looking at the same photograph a lot of confusion can be eliminated and time saved.
Dry Compressed Air
You have a dehumidification system in line with your compressor right? What about final filters before the air drops for your powder guns and blow guns? Moisture and oil in your air lines will negatively impact your coating operation. If your powder is clumping, or you are consistently getting surface defects in the coating after cure this may be the culprit.
NOTE: If you are not already aware, WD40 and any other aerosol that propels silicone into the atmosphere in your plant will get into your air lines and will cause you misery. We even go so far as to ask our customers not use it on the goods that they send us.
Sand Paper, Solvent, & Tack Cloth
Rework happens. When it does these are three essential supplies to have at the ready. Make sure that the solvent you use will not leave a filmy residue on the surface that could prevent adhesion. The first step is to hand sand the entire product – we use a 220 grit paper. Then, using a clean rag, wipe down the product with solvent to remove the dust particles and any oils that may remain. Finally, use the tack cloth to remove the finer dust particles and any fibers left over from the rag.
Methy Ethyl Keytone (MEK)
The Powder Coating Institute has recommended the use of MEK to determine whether or not a powder coating is properly cured. Officially entitled “#8 Recommended Procedure for Solvent Cure Test”, this is a quick way to test if full cure has been achieved on a coated product. Be mindful that this is a destructive test: if you have not achieved full cure you are likely to rub through the coating; if you have achieved full cure you will still dull the area that is being tested. Also, when using the MEK be sure to wear the appropriate PPE – gloves, respirator suitable for vapors, and safety glasses at a minimum.
Sample Plates
While sample plates can be bought in a variety of sizes, we prefer to use the 3” x 5” plates for color samples. This size gives a large enough surface area so that customers can get an appreciation for what a color will look like. Custom sample plates can also be made up from material similar to your customer’s product. This is useful for record keeping and destructive testing for verification purposes when the sample plate is run with the customer’s goods.
Emergency Contact List
While not a tool per se, unless you have the benefit of employing wildly talented (and certified) people in your shop, you should have a list at the ready of your preferred suppliers / contractors who can respond when something goes bad. And once you have made it, don’t tuck it away in your desk – let the people who are able to make the call on the floor know where the list is.
Nice to have powder coater tools and supplies
Oven Data Logger
The oven facilitates the curing process that gives powder coating the durability and longevity that it has come to be largely recognized as having. The oven data logger is a versatile tool that can be used to develop curing recipes for different sized pieces and masses (giving you the information to make the best use of your oven instead of over baking or under baking customer goods). It can also be used to verify your oven controller to make sure that the temperature read out you rely on daily is accurate. Finally, with some patience, it can be used to diagnose and correct hot spots in your oven so that you can maintain balance throughout. This is a tool that needs to be sent away for regular calibration by the manufacturer.
Holiday Tester
A holiday is pinhole in the coating that goes down to the substrate. The holiday tester is used to find those pinholes using a DC current. The type of detector that a powder coater would use is a low-voltage device capable of testing up to 20 mils. If you are involved in applying linings or coatings for water, oil, or gas this is a tool you should have at the ready. Care should be taken when using this tool, and the standard that will give more information on how to correctly use this tool is NACE SP0188 Discontinuity (Holiday) testing of New Protective Coatings on Conductive Substrates.
Blast Profile Gauge and SSPC VIS 1 Surface Preparation Standard
If your shop also provides abrasive blasting services then understanding your blast anchor profile and knowing how to gauge the degree of cleanliness is critical. While there are a variety of ways to determine the anchor profile, the two tools useful in a shop are replica tape and an anvil micrometer (Method C), and a digital profile gauge (Method B). The proper usage of each of these tools can be found in ASTM D 4417 Standard Test Methods for Field Measurement of Surface Profile of Blasted Clean Steel. Since anchor profile is only part of the equation, you should also have the SSPC VIS1 Visual Standard for Abrasive Blast Cleaned Steel (Standard Reference Photographs) on hand. This provides reference photographs to go along with the written description of each of the SSPC/ NACE blasting degrees of cleanliness that easily communicates what is acceptable to customers and employees.
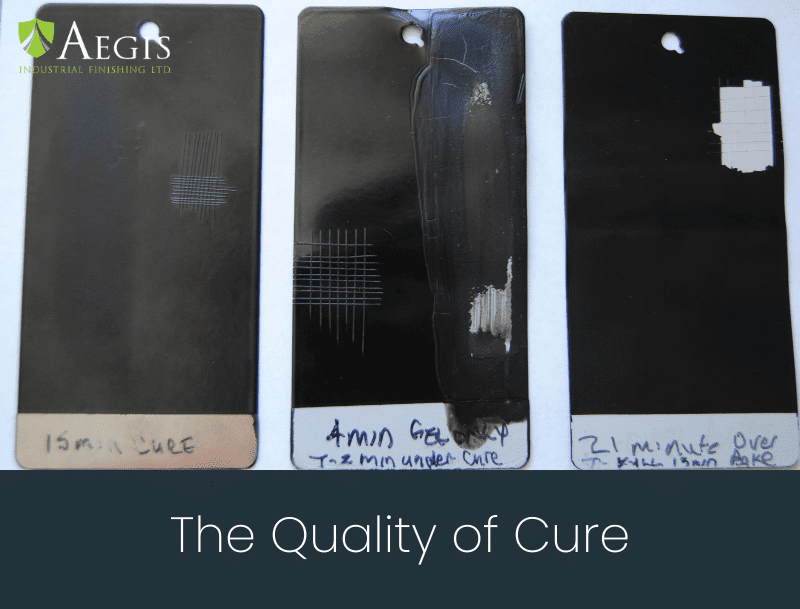
Cross Hatch Adhesion Tool  In another article I wrote about the correlation of a coatings adhesion to its ability to resist corrosion from occurring. While anyone with a sharp knife and duct tape can create a crosshatch and test for paint adhesion, for the sake of standardization I recommend buying the actual tool that has the interchangeable claws at the predetermined spacing. Furthermore, when using the proper tape, you are using a known adhesive value as per the requirement of the standard (ASTM D3359: Standard Test Methods for Measuring Adhesion by Tape Test). This test is useful for determining whether a coating is properly cured and/or adhered to a base coat.
In another article I wrote about the correlation of a coatings adhesion to its ability to resist corrosion from occurring. While anyone with a sharp knife and duct tape can create a crosshatch and test for paint adhesion, for the sake of standardization I recommend buying the actual tool that has the interchangeable claws at the predetermined spacing. Furthermore, when using the proper tape, you are using a known adhesive value as per the requirement of the standard (ASTM D3359: Standard Test Methods for Measuring Adhesion by Tape Test). This test is useful for determining whether a coating is properly cured and/or adhered to a base coat.
Custom Matched touch up paint
If your customer approves, then having an aerosol can of enamel or – better yet, two part urethane – on hand can save a lot of time if touch up is required. It is also helpful to supply the customer with a few cans when they have to do site installations of powder coated product since damage happened. If there is a breach down to the substrate then a self-etching epoxy primer should be used before applying the top coat (this is also available in an aerosol). If you do have to use an aerosol can in your shop be careful of where the spraying is happening – as it is an airborne product you do not want white touch up paint drifting on to a different customers black bumper.
Conclusion
This list is by no means exhaustive; instead it is a collection of tools and tests that we conduct at our facility. Furthermore it is not meant to be instructional – if you buy any of the tools you must familiarize yourself with its proper use. If a reference standard is available then purchase it and understand it. Finally, If you have other tools, processes, and standards that you reference in your operation I would love to hear about them. It is my hope that from this article you may gain some insights to help your operation run more effectively and your quality more consistent, thereby bettering your business and the powder coating industry as a whole. Not a bad goal!


{kind=link}
{kind=link}